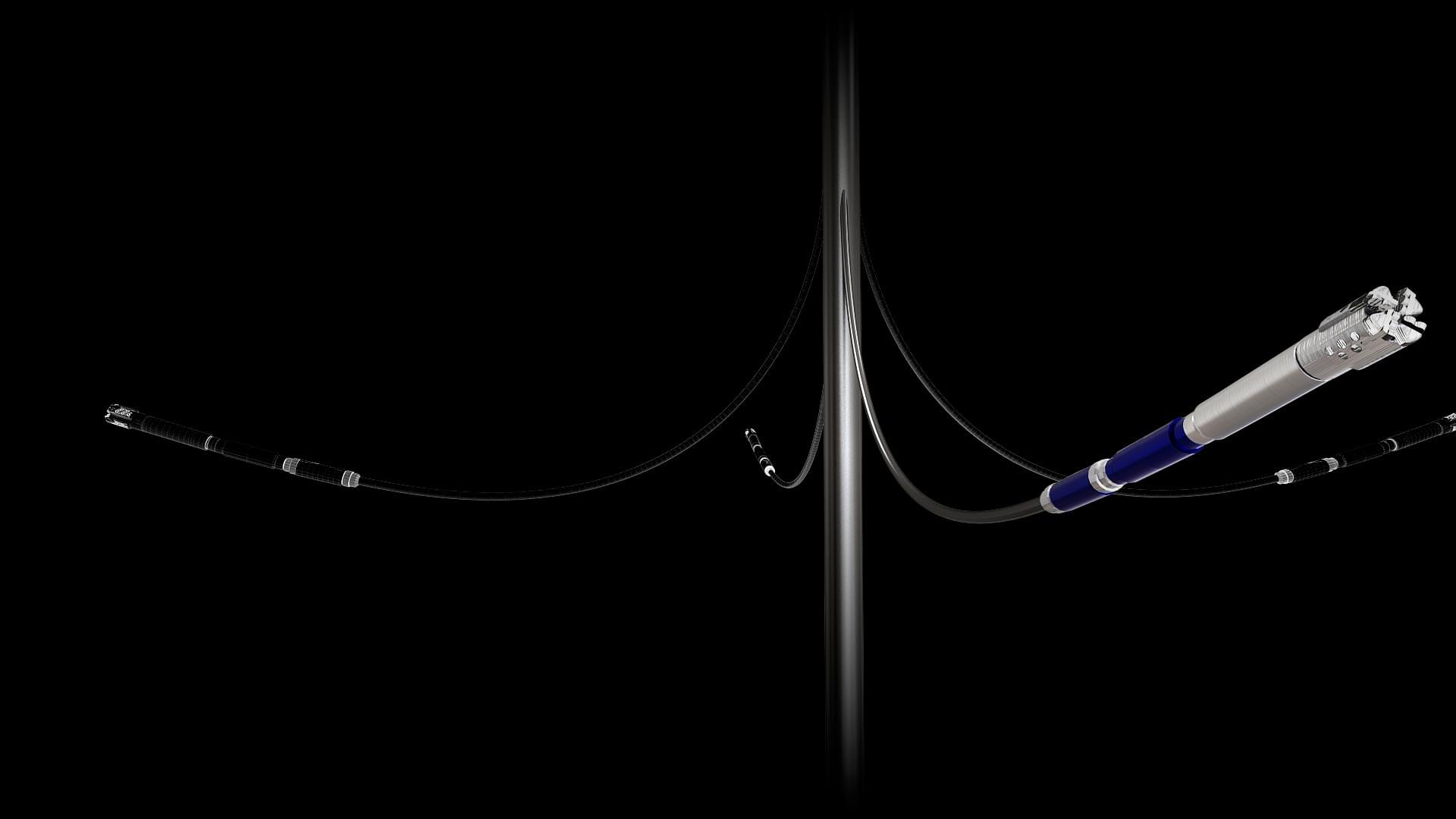
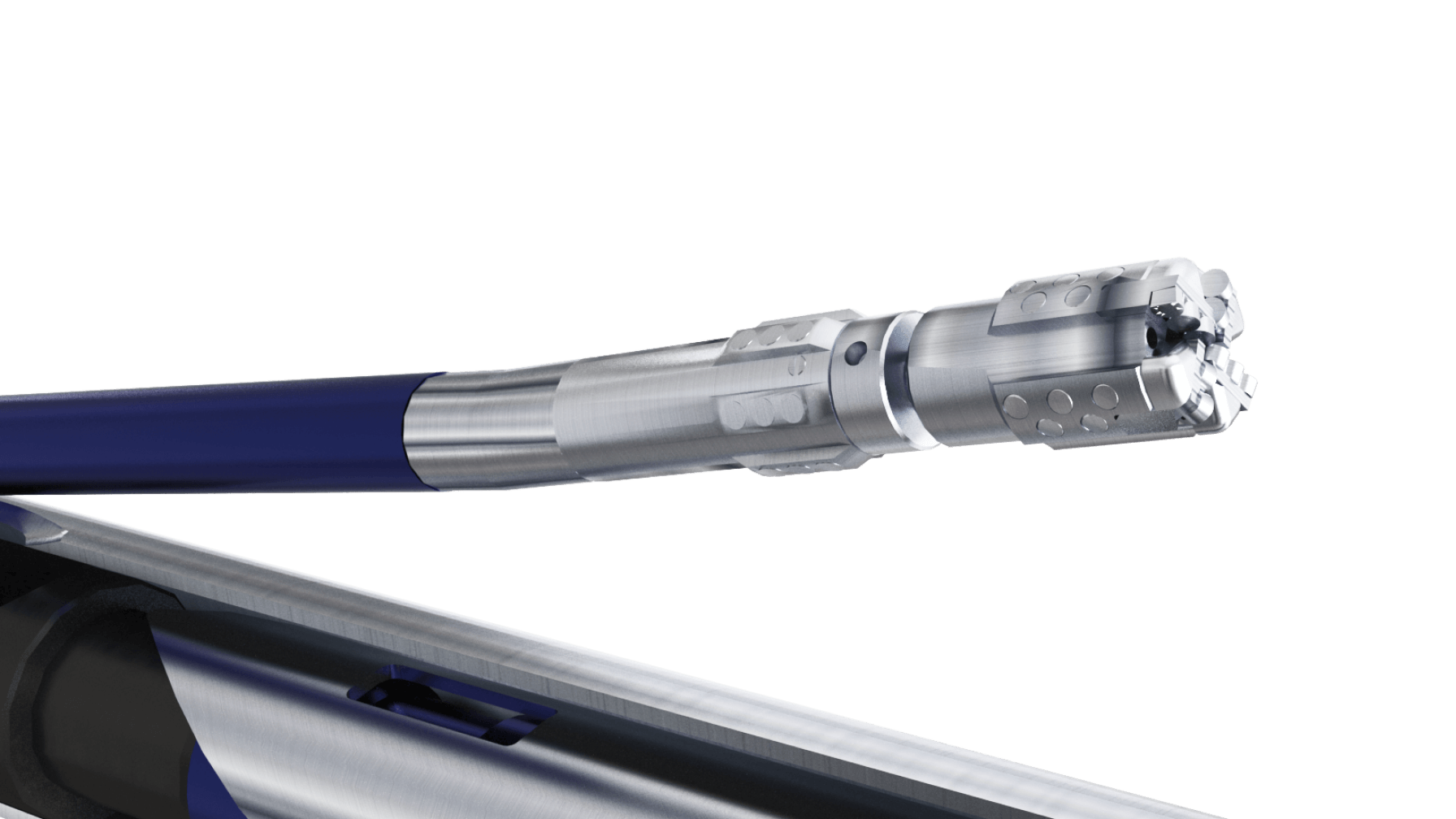
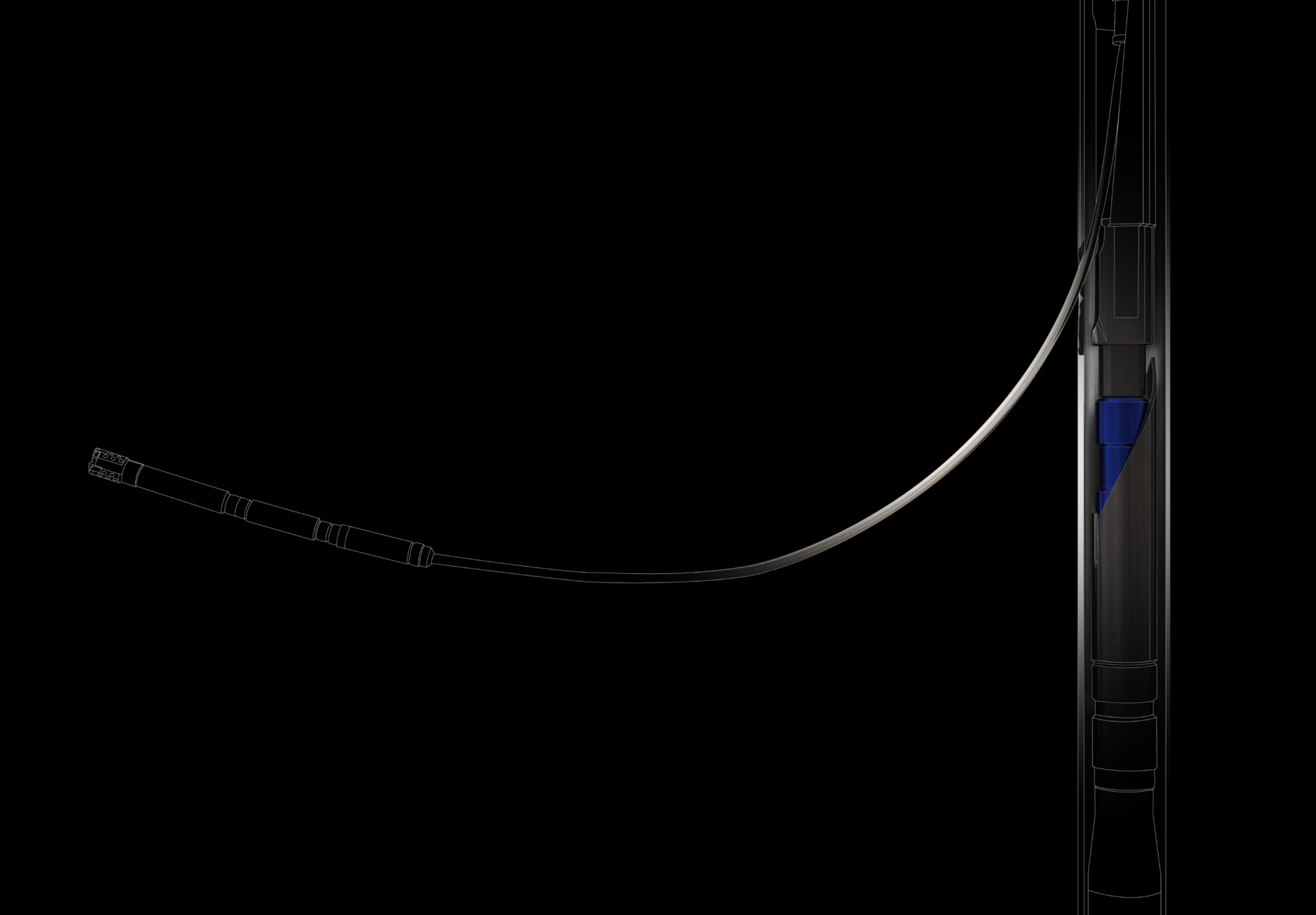
Перфобур способен работать в осложненных пластовых условиях, с близко расположенными водо- и газосносными горизонтами и высокой степенью неоднородности коллектора
Потенциал рынка
Скважин по всему миру